The modern pipeline industry relies heavily on the efficient and safe transport of resources like oil, gas, and water. Ensuring the integrity of these pipelines is crucial to prevent leaks, environmental damage, and costly repairs. Traditional inspection methods, though effective, can be time-consuming and hazardous. Enter the pipeline inspection robot—a technological marvel that revolutionizes how pipelines are monitored and maintained.
Understanding Pipeline Inspection Robots
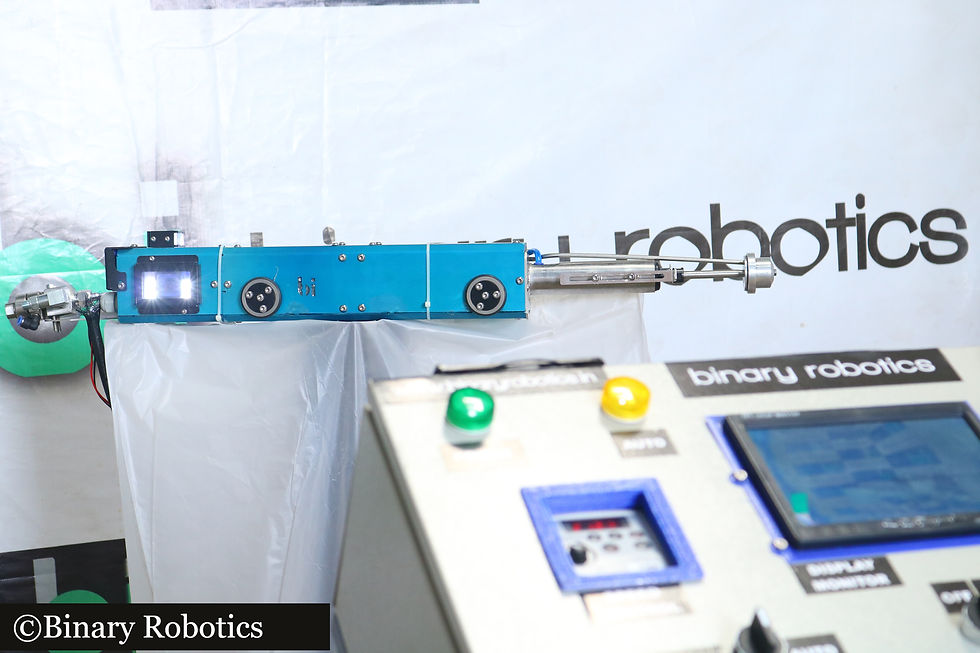
Pipeline inspection robots are advanced machines designed to navigate through pipelines, collecting critical data on their condition. These robots are equipped with various sensors and cameras, enabling them to detect issues such as corrosion, cracks, and other structural anomalies. They are utilized across various industries, including oil refineries and water pipelines, where maintaining pipeline integrity is paramount.
Camera Onboard Robots
One of the most crucial features of pipeline inspection robots is their onboard camera systems. These high-resolution cameras provide a clear visual assessment of the pipeline's interior, capturing images and videos in real-time.
Benefits of Onboard Cameras:
High-Resolution Imagery: Cameras capture detailed visuals of the pipeline's interior, helping to identify surface anomalies such as cracks, pitting, and weld defects.
Real-Time Monitoring: Operators can view live footage, making it easier to spot issues as the robot traverses the pipeline.
Illumination: Equipped with LED lights, these cameras can illuminate the dark interiors of pipelines, ensuring clear visibility even in low-light conditions.
Corrosion Detection
Corrosion is a significant threat to pipeline integrity, potentially leading to leaks and structural failures. Pipeline inspection robots are equipped with various sensors to detect and measure corrosion accurately.
Corrosion Detection Methods:
Magnetic Flux Leakage (MFL): This method magnetizes the pipe wall and measures changes in the magnetic field caused by corrosion or metal loss. Sensors detect these changes, highlighting areas of concern.
Ultrasonic Testing (UT): Ultrasonic waves are transmitted through the pipe wall, and the return signal is analyzed to determine the thickness of the pipe. Areas with reduced thickness indicate corrosion.
Eddy Current Testing (ECT): This technique uses electromagnetic fields to detect surface and near-surface defects. Corrosion disrupts the electromagnetic field, which is detected by sensors.
Dry Film Thickness (DFT) Measurement
Dry film thickness is critical for assessing the effectiveness of protective coatings applied to the interior surfaces of pipelines. Inspection robots measure DFT using advanced ultrasonic sensors.
Why DFT is Important:
Corrosion Protection: Ensuring the coating is of the correct thickness prevents corrosion and extends the pipeline's lifespan.
Regulatory Compliance: Many industries have specific standards for coating thickness that must be adhered to.
Quality Control: Regular measurement ensures that coatings are applied uniformly and meet quality specifications.
Blasted Surface Roughness Measurement
Surface roughness affects the adhesion of protective coatings and the flow efficiency within pipelines. Inspection robots measure blasted surface roughness using laser profilometry or contact-based stylus methods. A properly blasted surface may look like this:-

Importance of Surface Roughness Measurement:
Coating Adhesion: Proper roughness ensures that protective coatings adhere correctly to the pipe surface.
Flow Efficiency: Maintaining optimal roughness levels ensures smooth fluid flow, reducing energy consumption and operational costs.
Surface Preparation: Assessing roughness helps in evaluating the effectiveness of surface preparation processes like blasting.
Holiday Testing
Holiday testing, also known as porosity testing, is essential for detecting flaws in protective coatings, such as pinholes or voids. Inspection robots perform holiday testing using high-voltage detectors.
Purpose of Holiday Testing:
Detecting Flaws: Identifies areas where the coating is compromised, which can lead to corrosion.
Ensuring Integrity: Helps verify the coating's uniformity and effectiveness in protecting the pipeline.
Preventive Maintenance: Early detection of coating flaws allows for timely repairs, preventing extensive damage.
Applications in Refineries
In oil refineries, pipelines transport crude oil, refined products, and various chemicals. Maintaining these pipelines is critical to ensure operational efficiency and safety. Pipeline inspection robots are extensively used in refineries for several reasons:
Hazardous Environments: Robots can navigate through pipelines that carry hazardous materials, reducing the need for human entry into dangerous areas.
Complex Geometries: Refineries often have pipelines with complex geometries, including bends and welds. Robots can adapt to these complexities, providing thorough inspections.
Minimized Downtime: Robotic inspections can be performed without shutting down operations, minimizing production losses and operational disruptions.
Applications in Water Pipelines
Water pipelines are essential for delivering clean water to communities and industries. Ensuring their integrity is crucial for public health and resource management. Pipeline inspection robots are valuable tools for maintaining water pipelines:
Leak Detection: Robots can identify leaks, preventing water loss and ensuring efficient resource use.
Corrosion Monitoring: Detecting and addressing corrosion early helps prevent pipeline failures and contamination of the water supply.
Regulatory Compliance: Regular inspections help water utilities comply with safety and environmental regulations, ensuring the delivery of clean, safe water.
Conclusion
Pipeline inspection robots represent a significant advancement in the maintenance and monitoring of pipeline infrastructure. Equipped with high-resolution cameras and advanced sensors, these robots provide detailed assessments of pipeline conditions, detecting issues such as corrosion, dry film thickness, surface roughness, and coating flaws. Their applications in refineries and water pipelines highlight their versatility and importance in various industries. By enhancing safety, efficiency, and reliability, pipeline inspection robots are essential tools for ensuring the integrity of our critical pipeline networks. As technology continues to evolve, these robots will play an increasingly vital role in the sustainable management of our pipeline infrastructure.
コメント